Jatkuvalla ruuviekstruuderilla on korkea joustavuus ja automaatio. Ekstruusiokäsittelyn käyttö polymeerin prosessoinnin aikana voi tehokkaasti vähentää prosessointikustannuksia, parantaa tuotannon tehokkuutta ja vähentää jätepäästöjä.
Vaikka olemassa olevat suulakepuristimet selviävätkin ruuvissa olevien materiaalien sulamisesta ja sekoittumisesta, niiden alhainen tuotantotehokkuus ei enää teollistumisen myötä pysty vastaamaan tulevan teollisuuden tarpeisiin. Polymeerien käsittelytehokkuuden parantamiseksi edelleen laajamittaisten ekstruuderien suunnittelu on kiireellistä.
Jos kuitenkin suunnittelet suoraan suuren mittakaavan laitteita, kohtaat ongelmia, kuten resurssien hukkaa, koska suunnittelukokemus on riittämätön. Siksi ruuviekstruusiolaitteiden teoreettisen tutkimuksen laajenemisesta on tullut erityisen tärkeä.
Samankaltaisuusvahvistusteoria on dimensioton lukuryhmä, joka edustaa järjestelmän tiettyyn ilmiöön liittyviä parametreja. Kun ilmiöt kahdessa järjestelmässä ovat samankaltaisia, myös asiaankuuluvien parametrien välillä on tietty samankaltaisuus. Tämä samankaltaisuus voi muodostaa dimensiottoman lukuryhmän, eli samankaltaisuuskriteeri on vakioarvo. Samankaltaisuusteoreemasta alkaen soveltamalla pienimuotoisissa laitteissa tehtyjä empiirisiä johtopäätöksiä suuren mittakaavan tuotantolaitteisiin voidaan varmistaa, että pienessä ja suuressa mittakaavassa syntyneet dimensioimattomat ryhmät ovat yhtä suuret, jolloin ratkaisujen dimensiottomat muodot säilyvät erilaisissa. yhtälöt johdonmukaisia. Muuttaa. Suurten kaksoisruuviekstruuderien ruuvirakenteen suunnittelussa voidaan käyttää samanlaista ekstruuderien vahvistusteoriaa. Tämä teoria voi lähteä geometrisen samankaltaisuuden näkökulmasta ja tarjota alustan suunnittelulle parametrisen mallinnuksen tutkimuksen kautta. Tämän suunnittelumenetelmän käyttöönotolla voidaan välttää toistuva mallinnus, säästää suunnitteluaikaa ja parantaa siten tuotannon tehokkuutta ja laatua.
Viime vuosina pienten ekstruuderien rakenteen tutkimuksesta on keskusteltu laajasti, mutta suurten ekstruudereiden tutkimus on vielä tutkimusvaiheessa. Kokeellisen mallin geometristen parametrien ja suorituskykyindeksin vahvistuksen perusteellisen tutkimuksen avulla se voi tarjota teoreettisen perustan laajamittaisten ruuviekstruuderien kehittämiselle, mikä parantaa suunnittelun laatua ja onnistumisastetta. Tämän artikkelin tarkoituksena on esitellä tämän alan nykyinen työ ja edistyminen samanlaisesta vahvistusteoriasta, jota voidaan soveltaa kaksoisruuviekstruudereihin.
Kaksiruuviekstruuderin samanlainen vahvistusteoria
Kaksoisruuviekstruudereilla on parempi sekoituskyky kuin yksiruuviisilla ekstruudereilla. Tutkittuaan tieteellisen tutkimuksen samanlaisista yksiruuviekstruudereiden vahvistusteorioista he laajensivat sen kaksoisruuviekstruudereihin. Kuten kuvassa 2 esitetään, sillä edellytyksellä, että helix-kulma (φ) pidetään muuttumattomana, kaksoisruuvi avataan, jotta saadaan halkaisijasuhde kaksoisruuvin ja yksittäisen ruuvin välillä, kuten yhtälössä (1) esitetään. Jättämällä huomioimatta ristikkoalueen vaikutuksen (ψ-silmäyskulma on noin 0), havainnollistetaan edelleen kaksoisruuvin approksimaatio yhdelle ruuville.
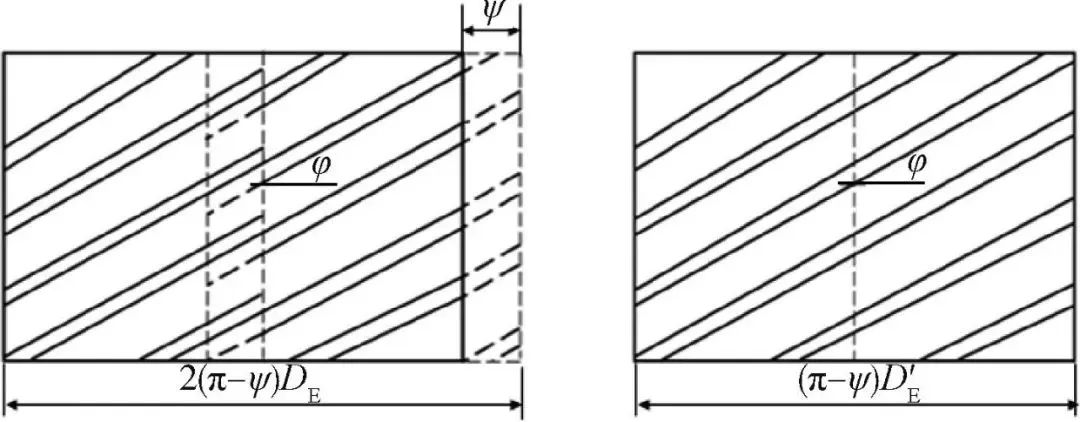
Kuva 2 Samanlainen kaavio kaksoisruuvista, joka vastaa suunnilleen yhtä ruuvia olevaa virtauskanavaa
Kaksoisruuviekstruuderien sekoitusteho- ja turvallisuustutkimukset ovat tärkeitä tekijöitä onnistuneelle ekstruuderin suunnittelulle. On tarpeen määrittää avainparametrien vahvistuskriteerit ja tutkia vahvistetut vaikutukset numeeristen laskelmien perusteella. Kaksoisruuviekstruuderissa materiaalissa on osittain täytetty osa ja kokonaan täytetty osa. Samanlaisia yksiruuviekstruudereihin sovellettavia vahvistusteorioita voidaan soveltaa täysin täytetyillä osilla varustettuihin kaksoisruuviekstruudereihin. Kuitenkin, kun kysyntä hajautetuille sekoitusekstruudereille ja haihduttaville kaksoisruuviekstruudereille kasvoi, samanlaisia mittakaavan teorioita alkoi ilmaantua ei-silmukoille kaksoisruuviekstruudereille, jotka täyttivät osittain kanava-alueen. Koska kaksoisruuviekstruuderin täyttöaste on tärkeä ruuvin kuljetuskapasiteetin indikaattori, kaksoisruuvin vahvistuskriteeri voidaan jakaa edelleen kaksiruuviekstruuderin virtauskanavien eri täyttöasteiden mukaan.
01Samanlainen vahvistusteoria koko virtauskanavan täytöstä
Virtauskanava on täysin täynnä tarkoittaa, että materiaali on täysin täytetty virtauskanavassa ilman rakoja. Tutkijat havaitsivat, että ekstruuderin täysin täytetyn osan pituudella on merkittävä vaikutus suulakepuristetun materiaalisulan viipymäaikaan ja tehonkulutukseen suulakepuristimessa. Kun virtauskanava on täysin täytetty, materiaalin ominaisuudet ovat vakaammat kuin silloin, kun ruuvi ei ole täysin täytetty. Vasta kun ruuvi on täysin täytetty, voidaan taata suulakepuristettujen tuotteiden tasaisuus, laatu ja teho. Siksi nykyisten tutkijoiden keskustelut samanlaisesta kaksoisruuviekstruudereiden teoriasta olettavat periaatteessa, että virtauskanava on täysin täytetty.
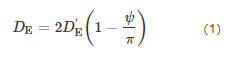
Li Ao teki kattavan vertailun samankaltaisista vahvistusmenetelmistä virtauskanavan täyttämiseksi kokonaan ja ehdotti vahvistusmenetelmän soveltamista yksiruuviekstruuderiin kaksoisruuviekstruuderiin, mikä loi teoreettisen perustan kaksoisruuvin suurten koneiden muuntamiseen. . Berzin et ai. uskovat, että lämmönsiirtokerroin täysin täytetyssä suulakepuristimessa on erittäin kriittinen. Kun pinta-tilavuussuhde pienenee halkaisijan myötä, myös ekstruuderin lämmönsiirtonopeus pienenee. Siksi ruuvi määritellään usein adiabaattiseksi simulaatiolaskentaprosessissa. tilassa käyttämällä sulamislämpötilaa yhtenä arviointikriteerinä. Koska lämmönsiirto rajoittaa suulakepuristusprosessia, vaadittua sulalämpötilaa sulatteen syöttöosassa ei ole helppo saavuttaa. Siksi lisäkokeita ja mallintamista voidaan tarvita käytettäessä lämmönsiirtovahvistusta. Matic suoritti kokeellisen vertailun lämmönsiirron samankaltaisista vahvistus- ja energian kaltaisista vahvistusmenetelmistä ja havaitsi, että sulamislämpötila osittain täytetyllä alueella oli alhaisempi ja viipymäaika ennen vahvistusta ja sen jälkeen täysin täytetyllä alueella oli samanlainen, mikä osoittaa, että nämä kaksi vahvistusmenetelmät sopivat paremmin täysin täytetyille virtauksille. Tunnelissa sekoitusteho ekstruuderin sisällä on parempi tällä hetkellä. Kuten kuvasta 3 on esitetty, tutkittiin viipymäaikaa ja sulamislämpötilan jakautumista eri prosesseissa ja havaittiin, että viipymäajalla ja sulamislämpötilalla täysin täytetyssä virtauskanavassa oli sama muutostrendi ja vahvistettu sulan lämpötila ja viipymäaika. laajeni, mikä osoittaa, että Monistuksen jälkeen tuotetun tuotteen laatu on samanlainen kuin vertailumallissa, joka ratkaisee monistetun tuotteen hajoamisongelman. Nakatani uskoi, että adiabaattinen indeksi ja ei-Newton-indeksi määräävät ekstruuderin olosuhteet ja polymeerin ominaisuudet. Hän ehdotti lämpötasapainon samanlaista vahvistusta käyttämällä lähtövahvistusindeksiä päämuuttujana, ja varmisti tämän menetelmän toteutettavuuden yhdenmukaisilla sulamislämpötiloilla.

Kuva 3 Sulalämpötilan ja paikallisen viipymäajan välinen vertailu ennen ja jälkeen ekstruuderin mittakaavan lisäämisen
Kaksoisruuviekstruuderilla on hyvä sekoitustoiminto, ja kaksoisruuviekstruuderin materiaalien sekoitusvaikutukseen tulee kiinnittää huomiota vahvistuksen jälkeen. Qu Wenbin käytti sekoituksen samankaltaisuuden vahvistusmenetelmää suurentaakseen ruuvielementtien rakennetta ekstruuderin sekoitusosassa. Hän analysoi eri ruuvikonfiguraatioiden sekoituskykyä täysin täytetyssä virtauskanavassa ja osoitti, että ruuviekstruuderin vahvistus perustuu ruuvirakenteen geometriseen samankaltaisuuteen. Seksuaalinen käyttäytyminen. Chen ehdotti, että suulakepuristeen laatu määritetään sellaisilla parametreilla kuin geometriset parametrit, ominaisenergia, viipymäaikajakauma, lämpötila ja paine, ja nämä parametrit määrittävät sekoitusjakauman ekstruusioprosessin aikana. Juan kehitti ja testasi samanlaisten geometristen suhteiden vahvistussääntöjen toteutettavuutta käyttämällä eri halkaisijaltaan olevia kaksoisruuviekstruudereita. Hän havaitsi, että prosessin perusparametrit, materiaalin virtausnopeus ja ruuvin nopeus vaikuttavat hyvin vähän materiaalin ominaisuuksiin, kun taas ruuvin konfiguraatiolla on suurempi vaikutus. Yllä oleva tutkimus osoittaa, että ruuvikonfiguraation määrittämisen perusteella geometrisen samankaltaisuuden vahvistus voi tuottaa ulostuloa ja täyttää jatkuvan sekoituksen vaatimukset, mutta sillä on erilaisia lämpötilan muutoksia. Siksi useiden samanlaisten vahvistusmenetelmien kattava soveltaminen voi ratkaista ongelman paremmin.
Useiden samanlaisten vahvistusmenetelmien kattavan käytön lähtökohtana on määrittää ruuvikonfiguraation ja piippuyhdistelmän geometrinen samankaltaisuus. Tämän jälkeen kaksoisruuviteollisuuden tehon vahvistamistarkoituksen perusteella suoritetaan samanlainen äänenvoimakkuuden vahvistus, ja lopuksi pienen koneen ruuvin nopeus lasketaan käänteisesti suuren koneen määrittämiseksi. Ruuvin nopeuden, virtauskentän simulointia käytetään vahvistuksen ja sekoitussuorituskyvyn turvallisuuden arvioimiseen. Dong Zhonghua johti vahvistusteorian, joka yhdistää useita vahvistusmenetelmiä tasapainottamalla materiaalien välisiä sekoitus- ja lämpötilakenttiä, nimittäin kattavan lämpötasapainon ja samanlaisen vahvistuksen sekoittamisen, ja sovelsi sitä ZSK-sarjan sekoittimissa. Yue Jinfeng et ai. käytti geometria-tilavuus-leikkausnopeus samanlaista vahvistusmenetelmää suorittaakseen vahvistustutkimusta keskusyksikön sekapakokaasun mittausosassa ja tutki vahvistetun mallin turvallisuutta ja sekoituskykyä. Lisäksi rinnakkaisten kaksoisruuviekstruuderien samanlaiseen laajennukseen perustuen on tutkittu ja käsitelty myös kartiomaisia kaksoisruuviekstruudereita. Langhorst suoritti erilaisia simulaatioita ja samanlaisen vahvistuksen kartiomaisen vastakkain pyörivän kaksoisruuviekstruuderin erityisrakenteen jokaiselle toiminnalliselle osalle. Yin Qingzhen tiivisti asiaankuuluvat parametrit dimensiottomien vakioiden muotoon ja suunnitteli ja suurensi kartiomaisen kaksoisruuviekstruuderin kunkin osan toiminnalliset osat, mikä tarjosi edellytykset suurennetun ekstruuderin vakaalle toiminnalle. Chen Simeng käytti mikroelementtimenetelmää erottaakseen kartiomaisen kaksoisruuviekstruuderin energisille materiaaleille, loi vastaavat vahvistusteoriat eri toiminnallisille osille ja teki korjauksia. Yhteenvetona voidaan todeta, että perinteinen samanlainen vahvistusmenetelmä voi vahvistaa itsenäisten toiminnallisten osien tiettyjä parametreja, mutta ruuviekstruuderin yleisessä vahvistuksessa on edelleen puutteita. Optimoitua samanlaista vahvistusmenetelmää voidaan soveltaa yhdistämään eri toiminnallisten osien ominaisuuksia. Todellinen tuotanto. Samalla on tärkeä varmennusmenetelmä käyttää ortogonaalista kokeellista suunnittelua eri parametrien kokonaisvaltaiseen tasapainottamiseen ja arvioimiseen korjausprosessin aikana samanlaisen vahvistuksen toteutettavuuden varmistamiseksi ja vahvistusmallin parametritason optimoimiseksi.
02 Osittainen virtauskanavan täytön samankaltaisuusvahvistusteoria
Varsinaisessa ruuviekstruuderikäsittelyssä materiaali voi täyttää vain osan virtauskanavasta, mutta ei voi täyttää kokonaan koko virtauskanavaa. Osavirtauskanavan täyttöprosessin monimutkaisuus on paljon suurempi kuin yksivaiheinen virtaus, kun virtauskanava on täysin täytetty. Kun virtauskanava on osittain täytetty, materiaalisulan virtausnopeus ja leikkausjännitys kasvavat, mikä tekee ekstruusioprosessista monimutkaisemman.
MEIJER käsitteli kanavan syvyyttä, samanlaista laminaarivirtauksen vahvistusta ja samanlaista lämmönsiirron vahvistusta osittaisen täytön tai viskositeetin muutoksissa tapahtuvan osittaisen täytön ominaisuuksien perusteella yhdessä pyörivän kaksoisruuviekstruuderin sulatteen jakeluosassa. suulakepuristusprosessin aikana (ei-isotermiset, ei-newtonilaiset olosuhteet) on vakava virtausvuoto. Ganzeveld huomautti, että vuotovirtausnopeus liittyy kammion täyttöasteeseen syöttövyöhykkeellä. Osittaisen täytön tapauksessa täysin täytettyjen kammioiden lukumäärän pienentyessä vuotovirtaus vaikuttaa ja tuotannon vahvistusindeksi pienenee. Fukuda et ai. suoritti vastusvirtaustestejä suhteellisesti laajennetuille kuljetuselementeille ja vaivauslohkoille ja ehdotti vastaavaa vastusvirtauksen prosentuaalista vahvistusta virtausnopeuden vahvistamiseksi pitämällä määritellyn elementin vastusvirtauksen prosenttiosuus vakiona.
Koska useita samanlaisia mittakaavan lisäämismenetelmiä ruuviekstruuderien täydelliseen täyttämiseen on ehdotettu, monet tutkijat ovat alkaneet tutkia, voidaanko näitä menetelmiä soveltaa osittain täytettyihin virtauskanaviin. Bigio et ai. uskovat, että jos kaksoisruuviekstruuderin osittainen täyttöaste ja sekoitusnopeus pysyvät vakiona, samanlaiset täydelliseen täyttöön soveltuvat mittakaavan lisäämismenetelmät ovat yhtä tehokkaita osittain täytetyille kanaville. Täydellisen täytön lähtökohtana ehdotetussa samanlaisessa mittakaavassa ruuvigeometrialla on merkittävä vaikutus kaksoisruuviekstruuderissa kehittyvään sekoitukseen ja virtaukseen. Dryer et ai. ehdotti tilavuuden samankaltaisuuden vahvistusteoriaa, kun ruuvi on enimmäkseen täytetty. Tilavuuden samankaltaisuuden vahvistus ottaa huomioon vain vapaan tilavuuden ruuvin koko pituudelta ja säilyttää saman täyteyden. Kun tilavuusvirtausnopeutta käytetään yhtenä muuttujana, vahvistusparametrin indeksi on sama kuin täydessä täytössä. Sekoitettu samankaltaisuuden vahvistusmenetelmä on samanlainen. Haser osoitti, että eri geometristen ekstruusioprosessin vahvistus voidaan saavuttaa tilavuuden samankaltaisuuden vahvistuksen perusteella, ja vahvistusparametrien trendit ovat yhdenmukaisia. Voidaan päätellä, että soveltuvat vahvistusmenetelmät kaksoisruuviekstruudereiden virtauskanavien osittaiseen täyttämiseen ovat pääosin johdettu virtauskanavien täyttämisestä kokonaan. Taulukko 2 esittää samanlaisia monistusmenetelmiä, joita käytetään yleisesti kaksoisruuviekstruudereissa.
Taulukko 2 Yleisesti käytettyjen samanlaisten vahvistusmenetelmien ominaisuudet kaksoisruuveille

sovellus
Teoreettisesti suuri joukko tutkijoita on soveltanut samankaltaisuusvahvistusteoriaa varsinaisessa tuotannossa. Alkututkimuksessa vertailtiin erilaisia samanlaisia vahvistusmenetelmiä. Chung suoritti kokeelliset tarkastukset saman tyyppisellä yksiruuvipuristimella universaalin samankaltaisuuden vahvistamiseksi, lämmönsiirron samanlaiseksi vahvistukseksi ja geometrisen samankaltaisuuden vahvistukseksi ja havaitsi, että geometrisen samankaltaisuuden jälkeen Skaalatulla mallilla on teho. Wang Jianping käytti "ekvivalenttihalkaisija"-menetelmää analysoidakseen kolme samanlaista sulatteen siirto-osan vahvistusmenetelmää yhdessä pyörivässä kaksoisruuviekstruuderissa, ja käytti suurten kaksoisruuvien teknisiä tietoja saadakseen tuloksia, jotka ovat yhdenmukaisempia todellinen tilanne.
Kuva 4(a)~(c) kuvaa tehon, tehon ja nopeuden vertailua kokeellisiin tietoihin eri vahvistusmenetelmillä. On havaittu, että Maddockin samanlaisen vahvistusmenetelmän datatrendi on lähempänä kokeellista dataa. Monien olemassa olevien menetelmien pohjalta Nastaj-tiimi kehitti uuden ekstruusiotietokoneen optimointijärjestelmän optimoidakseen prosessin maailmanlaajuisen ruuviekstruusiomallin perusteella maksimoidakseen ekstruusioteho ja minimoidakseen ominaisenergiankulutuksen. Kuva 4(d) on käyrä materiaali- ja prosessitiedoista, jotka on saatu simuloimalla koko suulakepuristimen osaa. Täyttöaste on alhainen kiinteän aineen kuljetusosassa ja saavuttaa täysin täytetyn tilan, kun kiinteä peti katoaa. Tällä hetkellä paineen ja lämpötilan vaihtelut ilmenevät. Ottaen esimerkkinä polyvinyylikloridin Menge varmisti samanlaisen vahvistuksen vakiossa sulamislämpötilassa ja tasaisella leikkausnopeudella vastakkaiseen suuntaan pyörivässä kaksoisruuviekstruuderissa. Richter sai eri täyttöasteilla olevien hiukkasten hiukkaskokojakauman samanlaisella monistusmenetelmällä. Hiukkaseurannan käyttäminen turvallisen sekoittumisen varmistamiseen virtauskanavassa on tällä hetkellä tehokas ja intuitiivinen menetelmä.
Kuva 4(a)~(c) kuvaa tehon, tehon ja nopeuden vertailua kokeellisiin tietoihin eri vahvistusmenetelmillä. On havaittu, että Maddockin samanlaisen vahvistusmenetelmän datatrendi on lähempänä kokeellista dataa. Monien olemassa olevien menetelmien pohjalta Nastaj-tiimi kehitti uuden ekstruusiotietokoneen optimointijärjestelmän optimoidakseen prosessin maailmanlaajuisen ruuviekstruusiomallin perusteella maksimoidakseen ekstruusioteho ja minimoidakseen ominaisenergiankulutuksen. Kuva 4(d) on käyrä materiaali- ja prosessitiedoista, jotka on saatu simuloimalla koko suulakepuristimen osaa. Täyttöaste on alhainen kiinteän aineen kuljetusosassa ja saavuttaa täysin täytetyn tilan, kun kiinteä peti katoaa. Tällä hetkellä paineen ja lämpötilan vaihtelut ilmenevät. Ottaen esimerkkinä polyvinyylikloridin Menge varmisti samanlaisen vahvistuksen vakiossa sulamislämpötilassa ja tasaisella leikkausnopeudella vastakkaiseen suuntaan pyörivässä kaksoisruuviekstruuderissa. Richter sai eri täyttöasteilla olevien hiukkasten hiukkaskokojakauman samanlaisella monistusmenetelmällä. Hiukkaseurannan käyttäminen turvallisen sekoittumisen varmistamiseen virtauskanavassa on tällä hetkellä tehokas ja intuitiivinen menetelmä.
Ruuviekstruudereiden samankaltaisen laajenemisen perusteella on vähitellen ilmaantunut samankaltaisten rakenteellisten laitteiden mittakaavan lisäyssovelluksia. Laitteet, kuten jauhatuslevyruuviekstruuderit, sisäiset sekoittimet, kaksoisruuvijauhimet ja kaksiroottoriset jatkuvatoimiset sekoittimet, ovat myös alkaneet rakentaa samanlaisia skaalautuvia sovelluksia. menetelmä. Hän Xiaoling rakensi levyruuviekstruuderin mallin, joka perustuu sekoituksen samankaltaisuuden vahvistukseen, ja samalla optimoi parametrit ortogonaalisten kokeiden ja numeeristen simulaatioiden avulla. Chen Kejuan et ai. käytti geometrisen samankaltaisuuden ja jatkuvan maksimileikkausjännityksen samankaltaisuuskriteerejä ruuvinkäsittelytekniikassa sisäisen sekoitinmallin suunnittelussa. Hu Dongkui vertasi kaksoisruuviekstruuderien ja kaksoisruuvijauhimien toimintoja ja rakenteita ja havaitsi, että kaksoisruuvijauhimet ja kaksoisruuvipuristimet ovat kaiken kaikkiaan eniten samankaltaisia, ja ne voidaan todentaa kokeilla, mikä auttaa ymmärtämään paremmin kaksoisruuvijauhimia. ruuviekstruuderit. Koneen suunnittelulla on suuri merkitys. Gong Shuyun käytti energiaekvivalenssia kriteerinä sekoitusvaikutuksen mittaamiseen ja ehdotti prosessia ja teoreettista mallia samanlaiselle vahvistussuunnittelulle kaksiroottorisen jatkuvatoimisen sekoittimen sekoitusosalle. Tutkimusidea samanlaisesta vahvistusmenetelmästä saa teollisuudessa yhä enemmän huomiota.
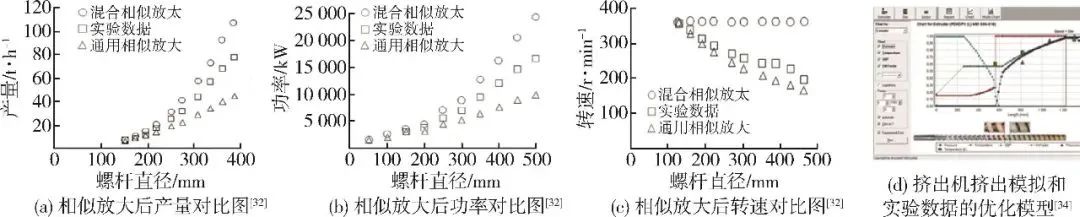
Kuva 4 Vertaileva analyysi samanlaisesta vahvistusteoriasta todellisessa tuotannossa
Johtopäätös
Samanlainen ruuviekstruuderien laajennussuunnittelu ja käyttö voivat auttaa optimoimaan suulakepuristimen ruuvirakennetta, nopeutta ja muita parametreja ja parantamaan ekstruuderin suorituskykyä. Kuitenkin tiivistämällä viime vuosien samanlaiset ruuviekstruudereiden mittakaavan kriteerit kotimaassa ja ulkomailla, voidaan havaita, että riippumatta siitä, mitä menetelmää käytetään, mittakaavan lisäyskokeet perustuvat ruuvipuristuksen turvallisuuden ja sekoittumisen varmistamiseen.
Ruuviekstruudereihin liittyy kuitenkin ongelmia, kuten energiankulutus, vuoto, sekoituskyky ja turvallisuus. Nykyiset samanlaiset vahvistusmenetelmät eivät voi maksimoida niiden etuja. Siksi samankaltaisuusstandardien ja vahvistustekijöiden optimointi on erittäin tärkeää. Tulevassa tutkimuksessa tulisi edelleen tutkia samankaltaisuusvahvistusteorian sovellusmahdollisuuksia suulakepuristimen rakenteen ja prosessiparametrien optimoinnissa ja kehittää vastaavia käytännön työkaluja ja menetelmiä kokonaisvaltaisempien ratkaisujen tarjoamiseksi suurten ekstruuderien tarkempaan muottiin, suunnitteluun ja käyttöön. teoreettinen tuki.

